





Grundlegende Informationen.
Modell Nr.
KXD-SSW1626
moq
200 m2
Hauptstruktur
H-Abschnitt geschweißte Stahlkonstruktion
Dach- und Wandmaterial
Farbiges Stahlblech/Sandwichpaneel
Angezeigt
Aluminiumlegierung
Tür
Schieben oder Rollen
Verbinden
Schraube
Grad
Q235B
Ausgabeport
qingdao Hafen
Transportpaket
Seaworthy Package for Steel Structure Workshop
Spezifikation
ISO, SGS, BV
Warenzeichen
KXD
Herkunft
Qingdao, China
HS-Code
9406900090
Produktionskapazität
2000ton/Month
Produktbeschreibung
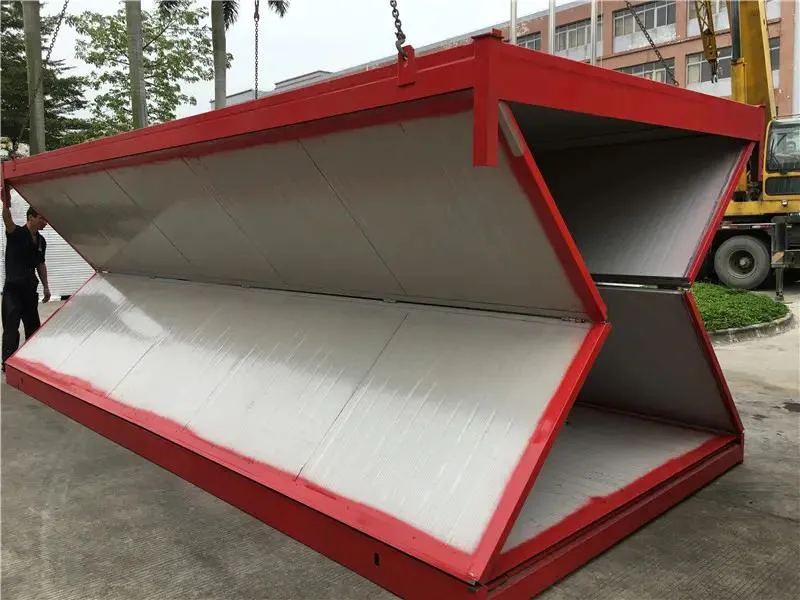
Modulares Container-Haus für den Campingplatz
:



Modulare Stahlbauwerkstatt
Materialkosten
Bau- und Materialkosten für traditionelle Konstruktionen sind viel teurer als ein vorgefertigtes Stahl- oder Metallgebäude und dadurch sind unsere Produkte kostengünstiger.
Schnellmontage
Vorgefertigte Stahlkonstruktionen kommen in fertig montierbaren Abschnitten auf die Baustelle. Alles, was Sie tun müssen, ist es auszulegen und es zusammen zu Schrauben. Da die meisten Kits mit allen Komponenten geliefert werden, sind sie einfach zu montieren und bieten massive Einsparungen bei Arbeits- und Materialkosten.
Akkurates Design
Metall- und Stahlbauvorlagen werden mit Computertechnologie entwickelt, erzeugt und hergestellt. Messungen, Armaturen und alle Komponenten werden mit Laserpräzision konstruiert und hergestellt. Mit solch einer genauen Konstruktion können Auftragnehmer genauere Projektschätzungen vornehmen und es eliminiert praktisch die zusätzlichen Kosten von übermäßigen Materialien und anderen unerwarteten Ausgaben im Bauprozess.
Hohe Energieeffizienz
Stahlgebäude sind von der Konstruktion aus sehr effizient. Mit Hilfe von erstklassigen Isolations- und Baumaterialien sind sie oft die energieeffizientesten Gebäude auf dem Markt. Stahlgebäude werden nicht von intensivem Sonnenlicht oder extremer Kälte beeinflusst, da Stahl bei extremer Witterung nicht verzieht, wie Holz- und Mörtelgebäude tendenziell dazu neigen, was zu langfristiger Energieeffizienz führt.

Erhöhte Sicherheit
Vorgefertigte Stahlgebäude sind robust und baulich tragfähig und können extremen Witterungsbedingungen standhalten und das Brandschadenrisiko reduzieren. Dies ermöglicht es Ihnen, die langfristigen Vorteile der wie das Gebäude nicht erliegen, um natürliche Wettermuster zu ernten und mehr Langlebigkeit Ihrer Investition. Erhöhte Sicherheit kann auch zu erhöhten Einsparungen führen, da viele Versicherungsgesellschaften Rabatte von rund 40% für Eigentümer anbieten.
Mehr Flexibilität, Design und Portabilität
Fertigstahlgebäude sind erweiterbar und Hersteller sind auch sehr flexibel und entgegenkommend, um kundenspezifische Pläne für Ihr Projekt zu entwerfen und zu entwickeln, und Ihnen mehr Freiheit in der Gestaltung und Layout Ihres Gebäudes zu bieten. Außerdem können Sie einfach einen weiteren Abschnitt zum Stahlgebäude hinzufügen, wenn Sie mehr Platz benötigen, oder die IT demontieren und mit Ihnen verschieben, wenn Sie an einem anderen Ort sein müssen.

KXD-H -Abschnitt Fertigungsausrüstung und -Prozess
Stahlblechschneiden→H-Sektion Montage→Automatisches Schweißen-H-Sektion Verstärkung→Montage→Manuelles Schweißen→Strahlstrahlen-Malen→
Lagerung
I.Schneiden von Stahlplatten
Die Stahlplatte des H-Abschnitts sollte vom Werk erneut überprüft werden und nach der Prüfung unter dem Zustand bis zur Auslegung und den festgelegten Anforderungen angebracht werden. Das Schneiden von Stahlplatten sollte auf Qualitätsgarantie und Materialeinsparung ausgerichtet sein. Für jeden Prozess wie Plattenschneiden, H-Typ Montage, Komponenten Montage und Vormontage sollte von Beruf Ausrichten Arbeiter genau auf die Verarbeitung Oberfläche und Montage Probenplatten durchgeführt werden. Um die Genauigkeit der Komponenten 'geometrische Dimension, Toleranz der Form und Position zu garantieren, Winkel und Kontaktfläche, Inspektion ist durch Inspektor nach dem Auslegen erforderlich.um die Schnittqualität zu gewährleisten, wird die Oberfläche der ultradicken Platte der Oberfläche Karburieren Härteprüfung vor dem Schneiden unterzogen.die CNC-Schneidausrüstung wird für das Schneiden bevorzugt.die hohe Reinheit 98,0% Acrylgas und 99,99% Flüssigsauerstoffgas sind Wird verwendet, um die Glätte und Ebenheit der Schnittfläche ohne Kerben und Schlacken zu garantieren.die Nut wird von einer speziellen importierten Schneidemaschine geschnitten.
Ausstattungsname: Tragbare CNC-Feuerschneidemaschine
Modell Nr.: CNCDG-1530
Anwendungsmerkmal: Stahlblechschneiden (5-100mm Plattenschnittstärke), Abschrägung der Kante.vorteilhaft in kleinen Geräten und leicht zu bewegen. Hauptsächlich zum Schneiden von regelmäßigen und unregelmäßigen kleinen Bauteilen und Abschrägen der Platte.
Gerätename:Geradflammenschneidemaschine
Modell Nr.:DZCG-4000A
Anwendungsmerkmal:Stahlblech schneiden (5-100mm Plattenschnittdicke), Y -Flanschplatte, Bahnplatten schneiden, effektive Schnittbreite: 3200mm
Gerätename:CNC-Schneidemaschine
Modell Nr.:CNC-4000C
Anwendungsmerkmal: Stahlblech schneiden (5-100mm Plattenschnittdicke), Y -Flanschplatte, Bahnplatte und unregelmäßige Komponente schneiden, effektive Schnittbreite: 3200mm
Gerätename: Radialbohrmaschine
Modell Nr.:Z3050*16/1
Anwendungsmerkmal:maximaler Bohrdurchmesser φ50mm, hauptsächlich für die Bearbeitung von Bauteilverschraubung Löcher
Gerätename:Stanzmaschine
Modell Nr.:JH21-400
Anwendungsmerkmal:Maximaler Stempeldruck-400 Tonnen, hauptsächlich für Plattenstanzen, Blanking, Biegen und flache Dehnung
Gerätename:Schermaschine
Modell Nr.:Q11Y-25*2500
Anwendungsmerkmal:Schnittbreite 2500mm und Schnittstärke 3-25mm
II.H-Abschnitt Stahlbaugruppe
Der Montageprozess wird auf dem importierten H-Abschnitt Produktion line,4 hydraulische Positioniersystem fest zwischen dem oberen / unteren Flansch und Bahnplatten in Position gedrückt. Die Parallelität der Flanschplatten und die Rechtwinkligkeit zwischen Flansch und Bahnplatten einstellen und danach festziehen. Das Befestigungsschweißen sollte C02 gasabgeschirmte Schweißungen annehmen.
Ausrüstungsname: H -Abschnitt Stahl Montagemaschine
Modell Nr.:Z20B
Anwendungsmerkmal: Hauptsächlich für H-Typ-Baugruppe U, Flanschbreite 150-800mm, Bahnhöhe 160-2000 mm
III. Automatisches Schweißen
Die Stahlträger der H-Sektion werden in die Portalanlage zum automatischen Schweißen mit Tauchlichtbogen gehisst.der Schweißvorgang sollte gemäß den angegebenen Schweißreihenfolge und Regelungsparametern durchgeführt werden.Vorwärmen, Die Verwendung der elektrischen Heizgeräte, ist für die ultra-dicken Platten von Komponenten notwendig.die eingestellte Temperatur ist auf der Grundlage der angegebenen bestimmt werden.Bitte beachten Sie die Fabrik Schweißprozess Dokumente für Details.
Gerätename: Automatische Schweißmaschine mit Tauchlichtbogen vom Typ Gantry
Modell Nr.:LHA5ZB
Anwendungsmerkmal:hauptsächlich für Montage Schweißen von H-Abschnitt Stahl, deren Maximaler Querschnitt bis zu 800mm×2000mm
IV.H Abschnitt Stahl Stärkung Maschine
H-Abschnitt Stahl Verstärkung Prozess: Korrektur der Flanschebenheit durch Verwendung H-Abschnitt Stahl Flanschplatte Stärkung Maschine.Flame-korrigieren Sie die Rechtwinkligkeit zwischen der H-Abschnitt Flansch und Bahnplatte unter besonderen Umständen und dann korrigieren Sie die seitliche Biegung des H-Abschnitt Stahl. Die Flammentemperatur sollte unter einen Bereich von 600~800ºC geregelt werden.
Ausrüstung Name: H Abschnitt Stahl Stärkung Maschine
Modell Nr.:YTJ60B
Anwendungsmerkmal:hauptsächlich zur Korrektur der Verformung der I-Träger- oder H-Abschnitt Stahlflanschplatte während des Schweißprozesses,Flanschbreite 200-1000mm, Flanschdicke≤60mm, Bahnhöhe≥350mm
Gerätename:H-Abschnitt Flansch Verstärkung Maschine
Modell-Nr.: HYJ-800
Anwendungsmerkmal:hauptsächlich zur Korrektur der Verformung des I-Trägers oder H-Abschnitt Stahl Flanschplatte während des Schweißprozesses, Flanschbreite 160-800mm, Flansch Dicke≤40mm, Bahnhöhe≥160mm
V. simulierte Montage der Komponente
1.Get vertraut mit Komponente Shop Zeichnung und technische Anforderungen.
2.die Modellkomponenten müssen von der entsprechenden Abteilung nach der Herstellung und Fertigstellung der Modellkomponenten erneut überprüft und dann montiert werden.
3.Genaue Markierung
4.Überprüfen Sie die Komponente nach der ersten Montage.bei mehrgruppigen Komponenten Vormontage für die erste Gruppe und dann Batch-Montage nach qualifiziertem Test.
VI. Manuelles Schweißen
VII.Sprengstoff
Gerätename: 10-Rammköpfe Kugelstrahlmaschine
Modell Nr.:QH1525
Anwendungsmerkmal: Hauptsächlich für das Schweißen von Profilstählen einschließlich H-Profilstahl, geschweißte Stäbe und Stahlplatte, 10 Stampfkopf; Maschineneingangsgröße: 1500Í2500 und Mitglied bei 1200Í2000 Größe könnte die Maschine auf einmal passieren; bis zu Sa2,5 Grad.
VIII. Malerei
Die Oberfläche der Elemente sollte in gleichmäßiger, flacher, glänzender und voller Malerei sein, ohne dass es zu Rissbildung kommt, Peeling und Pin-Holing.die Farbe und Beschichtungsdicke sollte auch Design-Anforderungen entsprechen.Wenn es keine bestimmten Anforderungen, die folgenden Standards sollten befolgt werden:Dicke ist 150μm indoor, während 125μm Outdoor.die zulässige Abweichung ist -25μm.die zulässige Abweichung der Trockenlackfilmdicke für jedes Mal Malerei
Zwei Schichten Grundierung:Dicke being40±5μm; zwei Schichten der Lackierung:Dicke 60±5μm.
Gerätename:Airless-Feldspritze
Modell Nr.:CPQ9CA
Anwendungsmerkmal: Abgeleitete Leistung: 56 l/min,Luftverbrauch: 50~1200 l/min.hauptsächlich für Oberflächenfarbe von Strukturbauweisen, Druckverhältnis: 32:1
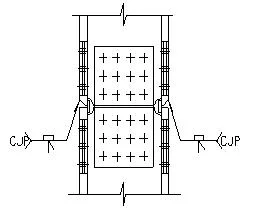
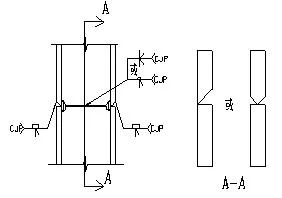
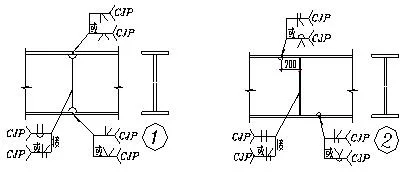
 3)Stumpfschweißen auf der Baustelle:Wir verlangen, dass alle Nuten auf der oberen Sproßsäule abgeschrägt werden, wenn es um die Schraubverbindung für Bahnplatten geht (siehe Abbildung 3). Das Szenario des Schweißens auf Bahnplatten finden Sie in Abbildung 4.
3)Stumpfschweißen auf der Baustelle:Wir verlangen, dass alle Nuten auf der oberen Sproßsäule abgeschrägt werden, wenn es um die Schraubverbindung für Bahnplatten geht (siehe Abbildung 3). Das Szenario des Schweißens auf Bahnplatten finden Sie in Abbildung 4.
 3.3.2 Spalte Box (Nut an sich).Siehe Abbildung 5
3.3.2 Spalte Box (Nut an sich).Siehe Abbildung 5
 4. Schweißnut Form
4. Schweißnut Form
4,1. Auf Form und Größe der Schweißfugennut markieren:
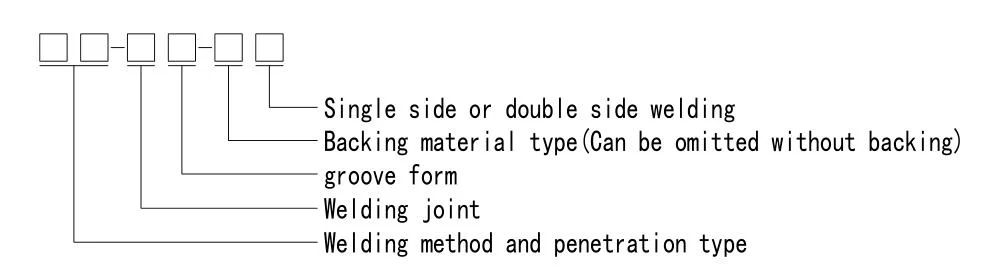 Beispiel: Abgeschirmtes Metallbogenschweißen, komplette Fugendurchdringung, Stumpfschweißen, I-Form Nut, Schweißrückseite und einseitige Schweißnaht würden MC-BI-BS1 markiert
Beispiel: Abgeschirmtes Metallbogenschweißen, komplette Fugendurchdringung, Stumpfschweißen, I-Form Nut, Schweißrückseite und einseitige Schweißnaht würden MC-BI-BS1 markiert
4,2. Für die Marke der Schweißmethode und Eindringart, bitte die folgende Tabelle 1.
Tabelle 1 Markierung für Schweißverfahren und Eindringart
4,3. Für die Marke der Einzel-, Doppel-Seite Schweißen und Trägermaterial Typ, sehen Sie bitte die folgende Tabelle 2
Tabelle 2 Typenzeichen für ein-/doppelseitige Schweißen und Trägermaterial
4,4. Auf jeder Teilegröße der Nut markieren, siehe Diagramm 3.
Diagramm 3 Größenmarkierung auf Nut
:



Modulare Stahlbauwerkstatt
Materialkosten
Bau- und Materialkosten für traditionelle Konstruktionen sind viel teurer als ein vorgefertigtes Stahl- oder Metallgebäude und dadurch sind unsere Produkte kostengünstiger.
Schnellmontage
Vorgefertigte Stahlkonstruktionen kommen in fertig montierbaren Abschnitten auf die Baustelle. Alles, was Sie tun müssen, ist es auszulegen und es zusammen zu Schrauben. Da die meisten Kits mit allen Komponenten geliefert werden, sind sie einfach zu montieren und bieten massive Einsparungen bei Arbeits- und Materialkosten.
Akkurates Design
Metall- und Stahlbauvorlagen werden mit Computertechnologie entwickelt, erzeugt und hergestellt. Messungen, Armaturen und alle Komponenten werden mit Laserpräzision konstruiert und hergestellt. Mit solch einer genauen Konstruktion können Auftragnehmer genauere Projektschätzungen vornehmen und es eliminiert praktisch die zusätzlichen Kosten von übermäßigen Materialien und anderen unerwarteten Ausgaben im Bauprozess.
Hohe Energieeffizienz
Stahlgebäude sind von der Konstruktion aus sehr effizient. Mit Hilfe von erstklassigen Isolations- und Baumaterialien sind sie oft die energieeffizientesten Gebäude auf dem Markt. Stahlgebäude werden nicht von intensivem Sonnenlicht oder extremer Kälte beeinflusst, da Stahl bei extremer Witterung nicht verzieht, wie Holz- und Mörtelgebäude tendenziell dazu neigen, was zu langfristiger Energieeffizienz führt.


Erhöhte Sicherheit
Vorgefertigte Stahlgebäude sind robust und baulich tragfähig und können extremen Witterungsbedingungen standhalten und das Brandschadenrisiko reduzieren. Dies ermöglicht es Ihnen, die langfristigen Vorteile der wie das Gebäude nicht erliegen, um natürliche Wettermuster zu ernten und mehr Langlebigkeit Ihrer Investition. Erhöhte Sicherheit kann auch zu erhöhten Einsparungen führen, da viele Versicherungsgesellschaften Rabatte von rund 40% für Eigentümer anbieten.
Mehr Flexibilität, Design und Portabilität
Fertigstahlgebäude sind erweiterbar und Hersteller sind auch sehr flexibel und entgegenkommend, um kundenspezifische Pläne für Ihr Projekt zu entwerfen und zu entwickeln, und Ihnen mehr Freiheit in der Gestaltung und Layout Ihres Gebäudes zu bieten. Außerdem können Sie einfach einen weiteren Abschnitt zum Stahlgebäude hinzufügen, wenn Sie mehr Platz benötigen, oder die IT demontieren und mit Ihnen verschieben, wenn Sie an einem anderen Ort sein müssen.

| Name | Spezifikation |
| Länge | Einzelhang , Doppelhang , Muti -Hang |
| Breite | Single -Span, Double-Span, Multi-Span |
| Höhe | Einzel -, Doppeletagen |
| Spalte | q235, Q345 Schweißen H -Abschnitt Stahl |
| Strahl | q235, Q345 Schweißen H -Abschnitt Stahl |
| Pfette | q235 C -Kanal oder Z -Kanal |
| Kniestütze | q235 -Winkel -Stahl |
| Vertikale und transversale Unterstützung | q235 Winkel Stahl, Rundstab oder Stahlrohr |
| Krawatte | q235 Stahlrohr |
| Klammer | q235 Rundstab |
| Hülse | q235 Stahlrohr |
| Verkleidungen | Sandwichpaneele (EPS, PU, Glasfaser -Wolle usw.) oder Wellblech verwenden Mit Glasfaser -Wollisolierung und Stahldrahtgaze . |
| PA r tition Wand | Sandwichpaneele (EPS, PU, Glasfaser -Wolle usw.) |
| Stock | Terrasse im Erdgeschoss |
| Büro im zweiten Stock | Bodenplatte aus Faserzementplatten oder karierte Stahlplatte |
| Treppe: | q235 Stahlkonstruktion mit karierter Stahlplatte |
| Belüftung: | Ventilator |
| Tür | Schiebetür oder Rollentür für Sandwichpaneele |
| Fenster | PVC oder Aluminium |
| Wasser | Plan , Design und technische Dienstleistungen. |
| Strom | Plan , Design und technische Dienstleistungen. |
| Rinne | Edelstahl oder Stahlblech in Farbe |
| Regenrinne: | PVC |
| Last unter Spannung auf dem Dach | In 120kg/m2 (farbige Stahlplatte umgeben) |
| Windbeständiger Grad | 12 |
| Erdbebenschutz | 8 Grad |
KXD-H -Abschnitt Fertigungsausrüstung und -Prozess
Stahlblechschneiden→H-Sektion Montage→Automatisches Schweißen-H-Sektion Verstärkung→Montage→Manuelles Schweißen→Strahlstrahlen-Malen→
Lagerung
I.Schneiden von Stahlplatten
Die Stahlplatte des H-Abschnitts sollte vom Werk erneut überprüft werden und nach der Prüfung unter dem Zustand bis zur Auslegung und den festgelegten Anforderungen angebracht werden. Das Schneiden von Stahlplatten sollte auf Qualitätsgarantie und Materialeinsparung ausgerichtet sein. Für jeden Prozess wie Plattenschneiden, H-Typ Montage, Komponenten Montage und Vormontage sollte von Beruf Ausrichten Arbeiter genau auf die Verarbeitung Oberfläche und Montage Probenplatten durchgeführt werden. Um die Genauigkeit der Komponenten 'geometrische Dimension, Toleranz der Form und Position zu garantieren, Winkel und Kontaktfläche, Inspektion ist durch Inspektor nach dem Auslegen erforderlich.um die Schnittqualität zu gewährleisten, wird die Oberfläche der ultradicken Platte der Oberfläche Karburieren Härteprüfung vor dem Schneiden unterzogen.die CNC-Schneidausrüstung wird für das Schneiden bevorzugt.die hohe Reinheit 98,0% Acrylgas und 99,99% Flüssigsauerstoffgas sind Wird verwendet, um die Glätte und Ebenheit der Schnittfläche ohne Kerben und Schlacken zu garantieren.die Nut wird von einer speziellen importierten Schneidemaschine geschnitten.
Ausstattungsname: Tragbare CNC-Feuerschneidemaschine
Modell Nr.: CNCDG-1530
Anwendungsmerkmal: Stahlblechschneiden (5-100mm Plattenschnittstärke), Abschrägung der Kante.vorteilhaft in kleinen Geräten und leicht zu bewegen. Hauptsächlich zum Schneiden von regelmäßigen und unregelmäßigen kleinen Bauteilen und Abschrägen der Platte.
Gerätename:Geradflammenschneidemaschine
Modell Nr.:DZCG-4000A
Anwendungsmerkmal:Stahlblech schneiden (5-100mm Plattenschnittdicke), Y -Flanschplatte, Bahnplatten schneiden, effektive Schnittbreite: 3200mm
Gerätename:CNC-Schneidemaschine
Modell Nr.:CNC-4000C
Anwendungsmerkmal: Stahlblech schneiden (5-100mm Plattenschnittdicke), Y -Flanschplatte, Bahnplatte und unregelmäßige Komponente schneiden, effektive Schnittbreite: 3200mm
Gerätename: Radialbohrmaschine
Modell Nr.:Z3050*16/1
Anwendungsmerkmal:maximaler Bohrdurchmesser φ50mm, hauptsächlich für die Bearbeitung von Bauteilverschraubung Löcher
Gerätename:Stanzmaschine
Modell Nr.:JH21-400
Anwendungsmerkmal:Maximaler Stempeldruck-400 Tonnen, hauptsächlich für Plattenstanzen, Blanking, Biegen und flache Dehnung
Gerätename:Schermaschine
Modell Nr.:Q11Y-25*2500
Anwendungsmerkmal:Schnittbreite 2500mm und Schnittstärke 3-25mm
II.H-Abschnitt Stahlbaugruppe
Der Montageprozess wird auf dem importierten H-Abschnitt Produktion line,4 hydraulische Positioniersystem fest zwischen dem oberen / unteren Flansch und Bahnplatten in Position gedrückt. Die Parallelität der Flanschplatten und die Rechtwinkligkeit zwischen Flansch und Bahnplatten einstellen und danach festziehen. Das Befestigungsschweißen sollte C02 gasabgeschirmte Schweißungen annehmen.
Ausrüstungsname: H -Abschnitt Stahl Montagemaschine
Modell Nr.:Z20B
Anwendungsmerkmal: Hauptsächlich für H-Typ-Baugruppe U, Flanschbreite 150-800mm, Bahnhöhe 160-2000 mm
III. Automatisches Schweißen
Die Stahlträger der H-Sektion werden in die Portalanlage zum automatischen Schweißen mit Tauchlichtbogen gehisst.der Schweißvorgang sollte gemäß den angegebenen Schweißreihenfolge und Regelungsparametern durchgeführt werden.Vorwärmen, Die Verwendung der elektrischen Heizgeräte, ist für die ultra-dicken Platten von Komponenten notwendig.die eingestellte Temperatur ist auf der Grundlage der angegebenen bestimmt werden.Bitte beachten Sie die Fabrik Schweißprozess Dokumente für Details.
Gerätename: Automatische Schweißmaschine mit Tauchlichtbogen vom Typ Gantry
Modell Nr.:LHA5ZB
Anwendungsmerkmal:hauptsächlich für Montage Schweißen von H-Abschnitt Stahl, deren Maximaler Querschnitt bis zu 800mm×2000mm
IV.H Abschnitt Stahl Stärkung Maschine
H-Abschnitt Stahl Verstärkung Prozess: Korrektur der Flanschebenheit durch Verwendung H-Abschnitt Stahl Flanschplatte Stärkung Maschine.Flame-korrigieren Sie die Rechtwinkligkeit zwischen der H-Abschnitt Flansch und Bahnplatte unter besonderen Umständen und dann korrigieren Sie die seitliche Biegung des H-Abschnitt Stahl. Die Flammentemperatur sollte unter einen Bereich von 600~800ºC geregelt werden.
Ausrüstung Name: H Abschnitt Stahl Stärkung Maschine
Modell Nr.:YTJ60B
Anwendungsmerkmal:hauptsächlich zur Korrektur der Verformung der I-Träger- oder H-Abschnitt Stahlflanschplatte während des Schweißprozesses,Flanschbreite 200-1000mm, Flanschdicke≤60mm, Bahnhöhe≥350mm
Gerätename:H-Abschnitt Flansch Verstärkung Maschine
Modell-Nr.: HYJ-800
Anwendungsmerkmal:hauptsächlich zur Korrektur der Verformung des I-Trägers oder H-Abschnitt Stahl Flanschplatte während des Schweißprozesses, Flanschbreite 160-800mm, Flansch Dicke≤40mm, Bahnhöhe≥160mm
V. simulierte Montage der Komponente
1.Get vertraut mit Komponente Shop Zeichnung und technische Anforderungen.
2.die Modellkomponenten müssen von der entsprechenden Abteilung nach der Herstellung und Fertigstellung der Modellkomponenten erneut überprüft und dann montiert werden.
3.Genaue Markierung
4.Überprüfen Sie die Komponente nach der ersten Montage.bei mehrgruppigen Komponenten Vormontage für die erste Gruppe und dann Batch-Montage nach qualifiziertem Test.
VI. Manuelles Schweißen
VII.Sprengstoff
Gerätename: 10-Rammköpfe Kugelstrahlmaschine
Modell Nr.:QH1525
Anwendungsmerkmal: Hauptsächlich für das Schweißen von Profilstählen einschließlich H-Profilstahl, geschweißte Stäbe und Stahlplatte, 10 Stampfkopf; Maschineneingangsgröße: 1500Í2500 und Mitglied bei 1200Í2000 Größe könnte die Maschine auf einmal passieren; bis zu Sa2,5 Grad.
VIII. Malerei
Die Oberfläche der Elemente sollte in gleichmäßiger, flacher, glänzender und voller Malerei sein, ohne dass es zu Rissbildung kommt, Peeling und Pin-Holing.die Farbe und Beschichtungsdicke sollte auch Design-Anforderungen entsprechen.Wenn es keine bestimmten Anforderungen, die folgenden Standards sollten befolgt werden:Dicke ist 150μm indoor, während 125μm Outdoor.die zulässige Abweichung ist -25μm.die zulässige Abweichung der Trockenlackfilmdicke für jedes Mal Malerei
Zwei Schichten Grundierung:Dicke being40±5μm; zwei Schichten der Lackierung:Dicke 60±5μm.
Gerätename:Airless-Feldspritze
Modell Nr.:CPQ9CA
Anwendungsmerkmal: Abgeleitete Leistung: 56 l/min,Luftverbrauch: 50~1200 l/min.hauptsächlich für Oberflächenfarbe von Strukturbauweisen, Druckverhältnis: 32:1
Prozess-, Fertigungs- und Qualitätskontrollstandard für Schweißnut/Abschrägung von Stahlkonstruktionen
1. Zweck
Um die Schweißqualität zu gewährleisten, die technischen Anforderungen von Schweißteilen zu erfüllen und die Standardisierung unserer Fertigung zu verbessern, formulieren wir diese Regelung speziell.
2. Anwendungsbereich
Dieses Handbuch gilt für die Konstruktion, Herstellung und Prüfung von Nut-Verbindungen im Hinblick auf die manuelle Lichtbogenschweißen, CO2 Bogen Schweißen, Mischgas Bogen Schweißen, Untergetaucht Lichtbogen Schweißen und Elektroschlackschweißen.
3. Design der Schweißnut
3,1 Eckpunkte zum Design der Schweißnut:
Um die Qualität der Nut zu erhalten, muss man die entsprechende Form der Nut wählen. Die Option der Nut hängt vor allem von der Dicke des Grundmetalls, Schweißverfahren und handwerkliche Anforderungen.die folgenden Faktoren sind die Faktoren, die wir berücksichtigen müssen:
3,2 Nutrichtung:
Für die Nutrichtung werden folgende Faktoren berücksichtigt:
A) für den Schweißprozess und die Entfernung von Schlacke und verlassen Genug Platz für Schweißprozesse auf der Schmelzfläche
B) Minimierung der Zeiten von Flip-Flop während des Schweißens
C) Art der Anpassung in der eigentlichen Schweißnaht
3,3. Regelung über die Richtung der Nut der Stäbe:
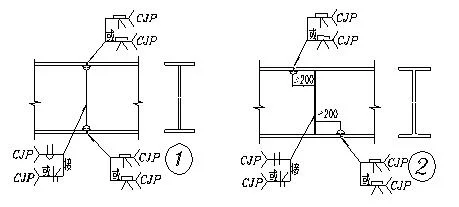
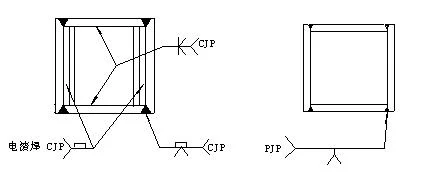
3.3.1 Stumpfschweißen an H-Sektion/Säule (Wenn CJP-komplette Durchdringung der Gelenke und einseitige Fusion erforderlich sind)
1) Wenn keine Schweißrückseite vorhanden ist, sollte die Nutausrichtung auf den Flanschplatten gleich sein und zugunsten des Schweißens auf den Bahnplatten in die Richtung fallen (gleiche Regeln gelten für die PJP-Situation). Siehe Abbildung 1
2) Wenn es Schweißrückseite gibt, verlangen wir, dass die Nut-Richtung für die Flanschplatten nach außen (entgegengesetzte Richtung für Bahnplatten) und fällt immer noch auf die Richtung zugunsten des Schweißens auf Bahnplatten. Siehe Abbildung 2 1. Zweck
Um die Schweißqualität zu gewährleisten, die technischen Anforderungen von Schweißteilen zu erfüllen und die Standardisierung unserer Fertigung zu verbessern, formulieren wir diese Regelung speziell.
2. Anwendungsbereich
Dieses Handbuch gilt für die Konstruktion, Herstellung und Prüfung von Nut-Verbindungen im Hinblick auf die manuelle Lichtbogenschweißen, CO2 Bogen Schweißen, Mischgas Bogen Schweißen, Untergetaucht Lichtbogen Schweißen und Elektroschlackschweißen.
3. Design der Schweißnut
3,1 Eckpunkte zum Design der Schweißnut:
Um die Qualität der Nut zu erhalten, muss man die entsprechende Form der Nut wählen. Die Option der Nut hängt vor allem von der Dicke des Grundmetalls, Schweißverfahren und handwerkliche Anforderungen.die folgenden Faktoren sind die Faktoren, die wir berücksichtigen müssen:
- Minimieren Sie die Menge an Füllmetall
- Leicht zum Abschrägen
- Für den praktischen Schweißbetrieb und die Schlackenentfernung
- Nach dem Schweißen sollten Spannung und Verformung so klein wie Möglich
3,2 Nutrichtung:
Für die Nutrichtung werden folgende Faktoren berücksichtigt:
A) für den Schweißprozess und die Entfernung von Schlacke und verlassen Genug Platz für Schweißprozesse auf der Schmelzfläche
B) Minimierung der Zeiten von Flip-Flop während des Schweißens
C) Art der Anpassung in der eigentlichen Schweißnaht
3,3. Regelung über die Richtung der Nut der Stäbe:
3.3.1 Stumpfschweißen an H-Sektion/Säule (Wenn CJP-komplette Durchdringung der Gelenke und einseitige Fusion erforderlich sind)
1) Wenn keine Schweißrückseite vorhanden ist, sollte die Nutausrichtung auf den Flanschplatten gleich sein und zugunsten des Schweißens auf den Bahnplatten in die Richtung fallen (gleiche Regeln gelten für die PJP-Situation). Siehe Abbildung 1

 3)Stumpfschweißen auf der Baustelle:Wir verlangen, dass alle Nuten auf der oberen Sproßsäule abgeschrägt werden, wenn es um die Schraubverbindung für Bahnplatten geht (siehe Abbildung 3). Das Szenario des Schweißens auf Bahnplatten finden Sie in Abbildung 4.
3)Stumpfschweißen auf der Baustelle:Wir verlangen, dass alle Nuten auf der oberen Sproßsäule abgeschrägt werden, wenn es um die Schraubverbindung für Bahnplatten geht (siehe Abbildung 3). Das Szenario des Schweißens auf Bahnplatten finden Sie in Abbildung 4. 
 3.3.2 Spalte Box (Nut an sich).Siehe Abbildung 5
3.3.2 Spalte Box (Nut an sich).Siehe Abbildung 5  4. Schweißnut Form
4. Schweißnut Form 4,1. Auf Form und Größe der Schweißfugennut markieren:
 Beispiel: Abgeschirmtes Metallbogenschweißen, komplette Fugendurchdringung, Stumpfschweißen, I-Form Nut, Schweißrückseite und einseitige Schweißnaht würden MC-BI-BS1 markiert
Beispiel: Abgeschirmtes Metallbogenschweißen, komplette Fugendurchdringung, Stumpfschweißen, I-Form Nut, Schweißrückseite und einseitige Schweißnaht würden MC-BI-BS1 markiert 4,2. Für die Marke der Schweißmethode und Eindringart, bitte die folgende Tabelle 1.
Tabelle 1 Markierung für Schweißverfahren und Eindringart
| Mark | Schweißverfahren | Eindringungstyp |
| MC | Abgeschirmtes Metallbogenschweißen | CJP-komplette Durchdringung der Gelenke |
| MPS | PJP-partielle Durchdringung der Gelenke | |
| GC | Abgeschirmtes Bogenschweißen Selbstabgeschirmtes Lichtbogenschweißen | CJP-komplette Durchdringung der Gelenke |
| ALLGEMEINMEDIZIN | PJP-partielle Durchdringung der Gelenke | |
| SC | Schweißen von Untergetauchten Lichtbogen | CJP-komplette Durchdringung der Gelenke |
| SP | PJP-partielle Durchdringung der Gelenke | |
| SL | Elektroschlackschweißen |
Tabelle 2 Typenzeichen für ein-/doppelseitige Schweißen und Trägermaterial
| Art des Trägermaterials | Ein-/doppelseitige Schweißarbeiten | ||
| Mark | Material | Mark | Ein-/doppelseitige Schweißarbeiten |
| BS | Metallunterlage | 1 | Einseitige Schweißnaht |
| BF | Andere Unterstützung | 2 | Doppelseitige Schweißnaht |
Diagramm 3 Größenmarkierung auf Nut
| Mark | Größe jedes Teils auf der Nut |
| t | Dicke der Schweißplatte (mm) |
| b | Nut-Wurzelspalt oder Spalt zwischen zwei Stäben (mm) |
| H | Nuttiefe (mm) |
| p | Nutdachfläche (mm) |
| α | Nutwinkel (º) |